 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtSistema servo para máquina CNC
Prólogo
El torno CNC es una máquina herramienta automatizada de alta precisión y alta eficiencia. Tiene una amplia gama de propiedades de procesamiento, procesando cilindros lineales, cilindros inclinados, arcos circulares y varios hilos. Tiene varias funciones de compensación, como interpolación lineal e interpolación circular, y ha tenido un buen efecto económico en la producción en masa de piezas complejas. El torno CNC es la máquina herramienta CNC más utilizada en China con la mayor cobertura, lo que representa aproximadamente el 25 % del número total de máquinas herramienta CNC.
El nacimiento de los tornos CNC tiene una importancia histórica para el mecanizado humano. La fabricación de piezas de trabajo también se ha movido hacia el camino del alto volumen, alta precisión y alta estabilidad. Para un país, la proporción de máquinas herramienta CNC en todos los equipos de corte de metales es un parámetro importante para medir su nivel de automatización. Es de gran importancia para el desarrollo de la economía nacional y la fortaleza del país.
Tornos CNC
Máquina herramienta de control digital - Máquina herramienta CNC, su nombre en inglés es CNC MACHINE TOOLS. Es un dispositivo electromecánico que se procesa automáticamente mediante un programa de mecanizado programado. Hay muchos tipos de máquinas herramienta CNC, incluidos tornos CNC, rectificadoras CNC, mandrinadoras CNC, cepilladoras CNC, fresadoras CNC, tornos verticales CNC, etc. También incluye centro de mecanizado de torneado y fresado vertical, centro de mecanizado de fresado y mandrinado horizontal , centro de mecanizado de fresado y taladrado de pórtico, centro de mecanizado de torneado y fresado CNC, máquina cortadora CNC y otras máquinas herramienta CNC para el mecanizado de compuestos. Además, en los últimos años, las máquinas EDM emergentes, las máquinas de corte por láser, las máquinas herramienta de corte por agua, las máquinas herramienta de corte de alambre, las máquinas herramienta CNC paralelas y las líneas de producción de máquinas herramienta compuestas automatizadas también se han desarrollado rápidamente.

Máquina herramienta CNC
¿Qué es un torno CNC?
Un torno es una máquina herramienta que gira principalmente una pieza de trabajo giratoria con una herramienta de torneado. Utilizada principalmente para mecanizar ejes, discos, manguitos y otras piezas de trabajo con superficie giratoria, es el tipo de máquina más utilizada en la planta de fabricación y reparación mecánica. Torno CNC, también conocido como torno CNC, es un torno de control digital computarizado, y que es una máquina herramienta automatizada de alta precisión y alta eficiencia. Tiene una amplia gama de propiedades de procesamiento, procesando cilindros lineales, cilindros inclinados, arcos circulares y varios hilos. Tiene varias funciones de compensación, como interpolación lineal e interpolación circular, y ha tenido un buen efecto económico en la producción en masa de piezas complejas. El torno CNC es la máquina herramienta CNC más utilizada en China con la mayor cobertura, representando alrededor del 25% del número total de máquinas herramienta CNC. Las máquinas herramienta CNC son productos de mecatrónica que integran tecnologías mecánicas, eléctricas, hidráulicas, neumáticas, microelectrónicas y de la información. Es una máquina de trabajo con alta precisión, alta eficiencia, alta automatización y alta flexibilidad en equipos de fabricación mecánica.

Máquinas herramienta CNC
Estado de desarrollo del torno
Como la máquina maestra de todas las máquinas de procesamiento de metales, el torno ha creado un torno moderno con un portaherramientas de accionamiento por tornillo desde 1797. Desde que el inventor mecánico británico Mozli creó un torno moderno con un portaherramientas de accionamiento por tornillo, ha avanzado mucho el desarrollo de la industria de procesamiento mecánico. El desarrollo de tornos en el mundo ha pasado de tornos ordinarios a semiautomáticos hidráulicos, automatizados, de control numérico, hasta el proceso de desarrollo inteligente y en red de hoy en día, la relación entre máquinas y personas se ha simplificado cada vez más, desde confiando en la competencia para garantizar la calidad de la pieza de trabajo para ingresar solo el programa NC, se pueden obtener productos de alta calidad y alta eficiencia, y el torno se vuelve cada vez más humanizado, en la adaptación a las condiciones de trabajo, requisitos del proceso, especialización, la protección del medio ambiente y otros aspectos han entrado en la sala moderna. Los países occidentales, incluidos Alemania, Estados Unidos y Japón, han desarrollado tornos anteriores, especialmente tornos CNC, y han acumulado una gran experiencia en el desarrollo de tornos. Sus máquinas herramienta mantienen la vanguardia en términos de nivel técnico, retención de precisión, mecanizado compuesto de alta velocidad y una amplia gama de accesorios. Aunque China comenzó tarde, ha experimentado las etapas de introducción de tecnología, digestión y reinnovación. Tiene ventajas absolutas en el mercado de gama baja, y todavía le falta en la gama alta, especialmente de alta precisión, alta velocidad y alta complejidad. La historia de desarrollo de los tornos CNC externos, combinada con la madurez actual de la tecnología, el desarrollo de los tornos CNC refleja las siguientes características:

Tornos CNC
(1) El procesamiento compuesto y de alta velocidad y alta precisión se ha generalizado. En el campo del procesamiento general, los tornos comunes y los tornos CNC económicos que se utilizan actualmente en el mercado se procesan en el nivel IT7, y su velocidad de husillo es baja y la velocidad de avance rápido es baja. Se eliminará gradualmente en los próximos 5-10 años. Y reemplazada por máquinas herramienta de tipo lineal de mayor velocidad y mayor velocidad, la revolución en toda la era del torno CNC se logró en los Estados Unidos, Alemania, Japón, Corea del Sur y Taiwán. Implementado gradualmente en países en desarrollo como China e India. En muchos campos de investigación científica, aeroespacial y militar, debido a los requisitos más estrictos de precisión de procesamiento, error de forma y posición y error de contorno de las piezas de trabajo, la demanda de mecanizado compuesto de máquinas herramienta es obvia. Por ejemplo, el rotor de un motor de avión a menudo necesita instalarse una vez, y el procesamiento de varias superficies complejas, orificios y ranuras se completa al mismo tiempo para garantizar la precisión. Es necesario tener la capacidad de la máquina herramienta para realizar el mecanizado compuesto, y la precisión de la máquina herramienta puede garantizar la precisión de la pieza de trabajo. Este tipo de máquina está representada por el centro de mecanizado CNC de la serie DMG CTX.
(2) Las funciones de compensación y detección de errores en línea se están volviendo cada vez más populares. Con el desarrollo innovador de la tecnología del sistema CNC, la tecnología de Internet y la tecnología de sensores, tenemos la capacidad de realizar detección y compensación en línea de piezas de trabajo en tornos CNC. En el proceso de mecanizado real, debido a la fuerza y la deformación térmica de los componentes de la máquina, se reduce la precisión del mecanizado. La tecnología de detección y compensación en línea resolverá bien este problema, y estas tecnologías de alta gama se han popularizado con dispositivos de propósito general. Se utiliza principalmente la serie US Haas.
(3) Inteligente, en red y flexible. El desarrollo de Internet ofrece posibilidades ilimitadas para el desarrollo de máquinas herramienta CNC. Con la popularidad y madurez de la red, las máquinas herramienta con interfaces de Internet se convertirán en las protagonistas de los tiempos. Con la realización del IOT y la interoperabilidad a través de la red, las futuras máquinas herramienta pueden comunicarse entre sí, monitoreo en tiempo real, retroalimentación en tiempo real, análisis y utilización del estado de posición de la máquina, el estado de la pieza de trabajo y otros datos, lo que mejora en gran medida la eficiencia de la producción. . Confiar en los datos también puede permitir la fabricación en red remota y la fabricación personalizada para lograr una verdadera Internet industrial. Esta serie de máquinas herramienta está representada por las máquinas herramienta de la serie i5 de Shenyang Machine Tool.

Máquina herramienta CNC
Piezas de motor de tornos CNC
1. Portaherramientas
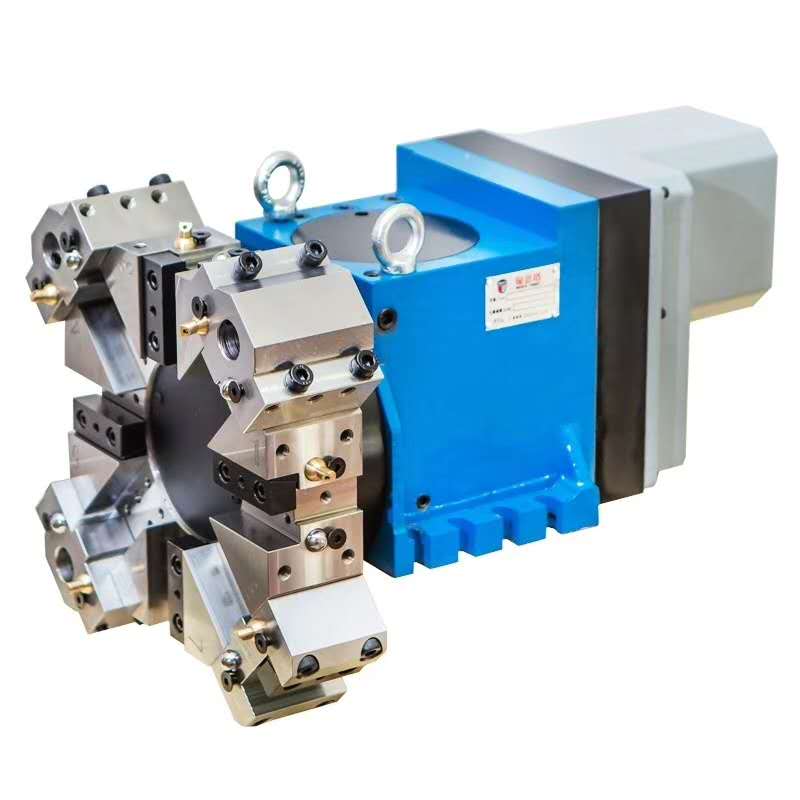
Portaherramientas
Como función clave del torno CNC, el portaherramientas tiene una función muy importante, utilizada principalmente para realizar la función de sujetar la herramienta, almacenar la herramienta y cambiarla automáticamente. Los portaherramientas CNC generalmente se dividen en bajo, medio y alto en el mercado. La clasificación está determinada principalmente por la ocasión de uso. El portaherramientas de bajo grado generalmente solo usa energía eléctrica como energía, que simplemente se llama portaherramientas eléctrico. Dado que solo se utiliza el par del motor como fuente de la fuerza del par de rotación del portaherramientas, no puede llevar a cabo demasiadas funciones, pero la simplicidad estructural también hace que esto sea así. El portaherramientas eléctrico de gama baja tiene una gran capacidad de carga. , y su sencillez de bajo grado determina que no se pueda aplicar a máquinas de alta precisión y multiexigencia, y solo se pueda utilizar en máquinas herramienta económicas y sencillas. El portaherramientas de rango medio tiene una cierta mejora, y hay muchos tipos, principalmente portaherramientas hidráulicos, portaherramientas servo y portaherramientas eléctrico de doble selección. De acuerdo con el nombre del portaherramientas, el portaherramientas hidráulico funciona principalmente con un motor hidráulico o un cilindro hidráulico. El servo utiliza un servomotor como fuente de alimentación. Tiene requisitos más altos en control y precisión, y es más rápido y repite un posicionamiento más preciso. Este portaherramientas de gama media se utiliza ampliamente en máquinas herramienta ordinarias debido a su aplicabilidad y precio. En comparación con el portaherramientas de gama media, el portaherramientas CNC de alta calidad tiene un mejor nivel de rendimiento, principalmente en términos de retención de precisión y mecanizado de alta precisión. Su alta automatización es también la dirección de desarrollo de portaherramientas de alta calidad. Para máquinas herramienta CNC avanzadas con requisitos de alta precisión.
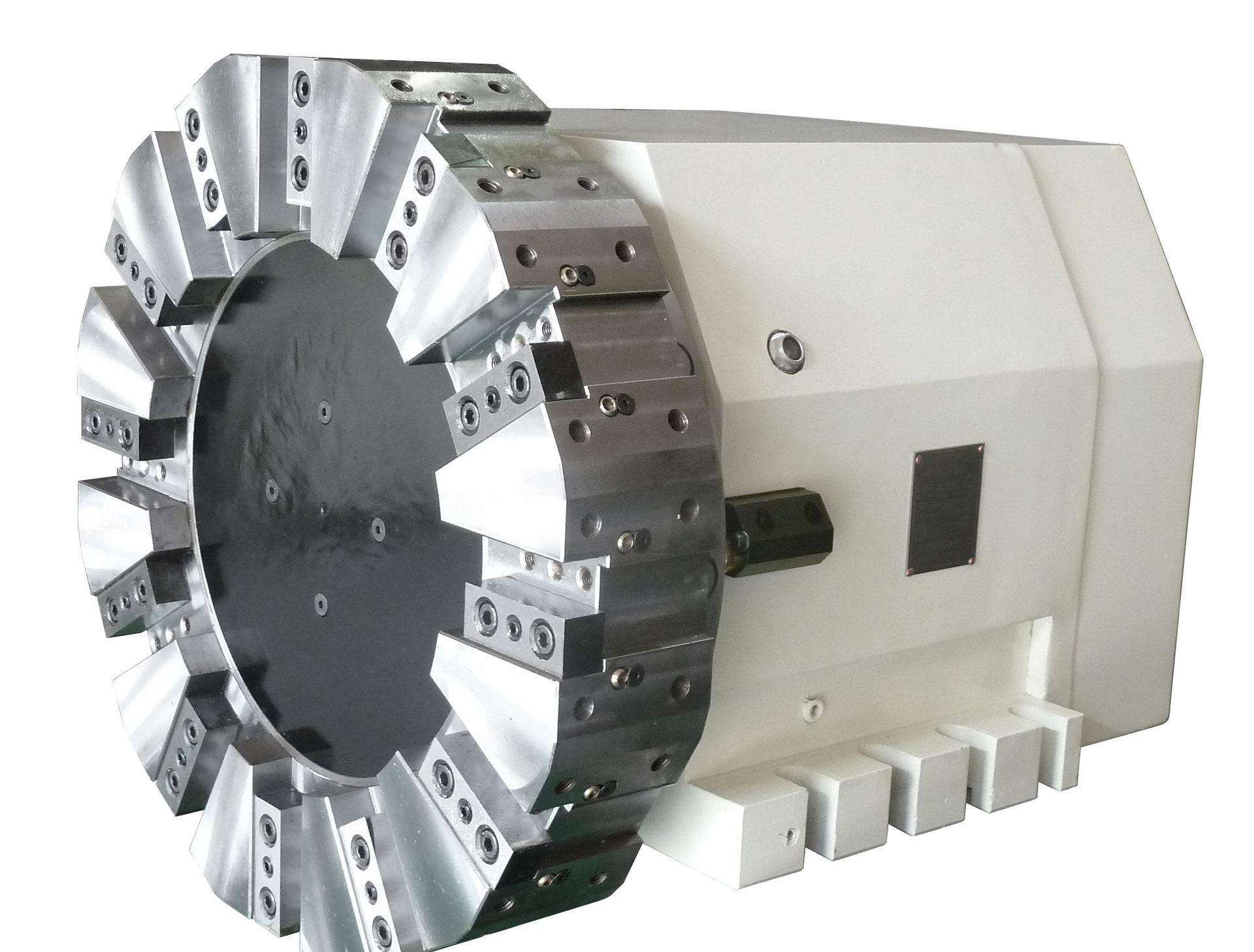
Portaherramientas hidráulico
La historia del desarrollo del portaherramientas eléctricos se remonta a la década de 1980. Con más de 30 años de desarrollo, como componente clave de las máquinas herramienta CNC, se ha prestado cada vez más atención a su importancia. Se utilizan la fiabilidad y el rendimiento del portaherramientas eléctricos. La estabilidad en la parte superior juega un papel importante en el nivel de confiabilidad de toda la máquina. Los portaherramientas del mundo actual se concentran en Alemania, Italia, el Reino Unido y otros países más desarrollados de Europa. Debido a la larga historia de desarrollo, la acumulación de tecnología es relativamente fuerte, el equipo de investigación también es de primera clase y los portaherramientas que diseñan y fabrican son confiables. Mayor rendimiento. Los portaherramientas más famosos del mundo incluyen Schott en Alemania, Balafa en Italia y Dupumadik, que ocupan el mercado de gama media a alta.
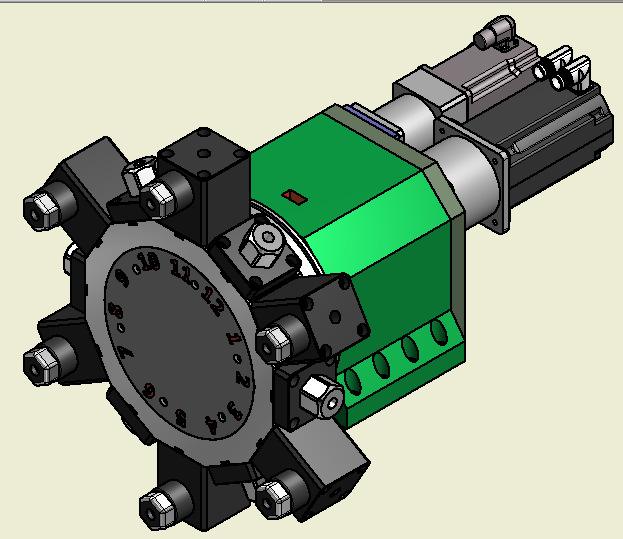
Portacuchillas eléctrico
Tabla de distribución de diferentes fabricantes de portaherramientas
| Market segmentation | Mainstream manufacturer | |
| Low-end market | Double power tool holder | SCHOTT, Dipma, Yantai Global, Shenyang Machine Tool |
| Middle and high-end market | Double power tool holder | SCHOTT, Dipma, Balafati |
| High-end market | Single power tool holder | SCHOTT, Dipma, Germany EWS, Germany LARU |
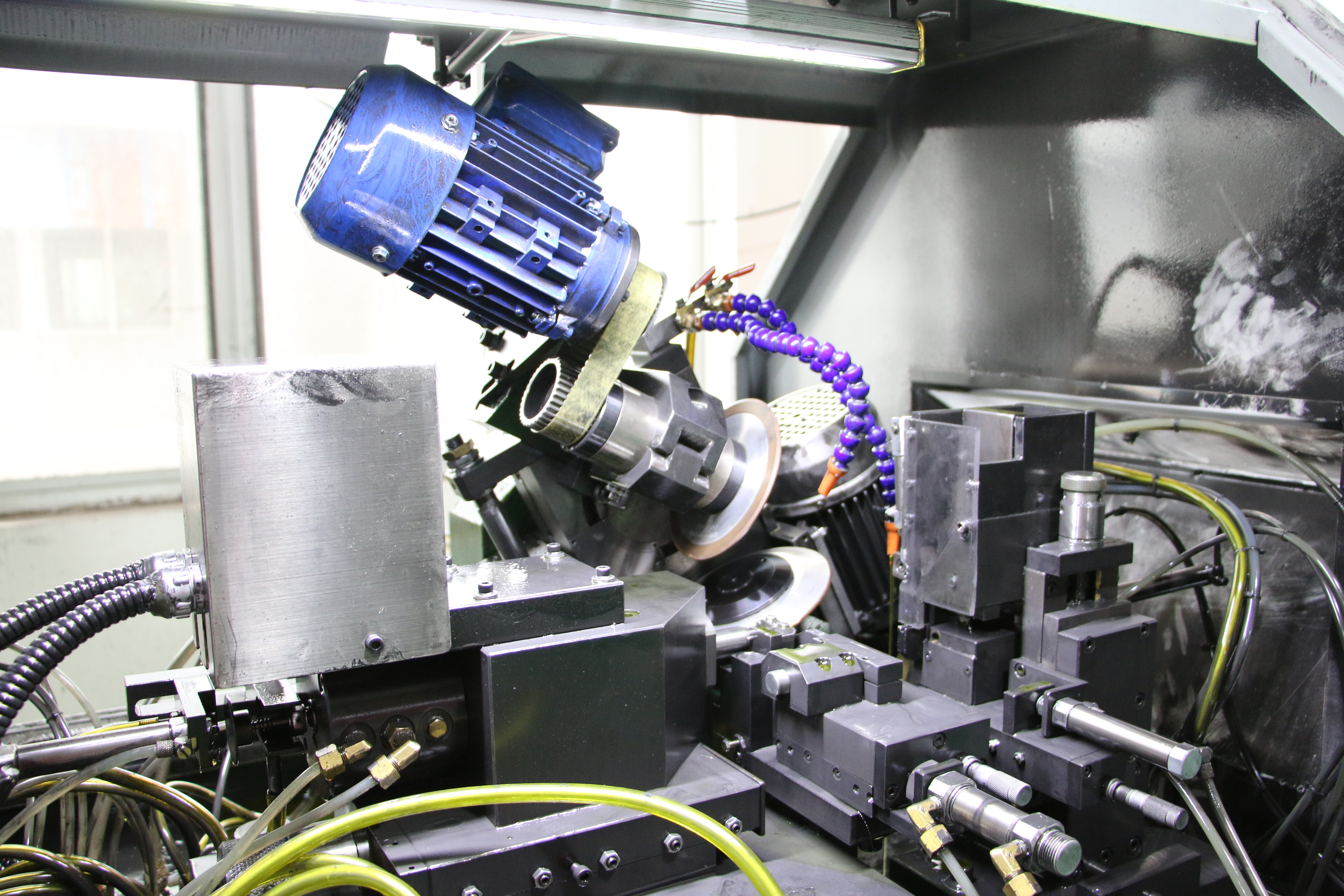
2. Servoalimentación
El sistema de servoaccionamiento consta de una estructura de tres anillos de control de posición, control de velocidad y control de corriente.
1) El bucle actual
El bucle actual es el bucle más interno del sistema. Es el enlace de muestreo de datos inferior de todo el servosistema. Cuanto más corto sea el período de muestreo del bucle de corriente discreto, mayor será la rigidez del servo y mejor será el rendimiento del control del servo. El bucle de corriente es el bucle más interno, por lo que el bucle de corriente es el elemento fundamental del control y el ejecutante más directo de todo el control. En términos generales, el objetivo final del ajuste del servo es garantizar que, sin importar qué tan alta o baja sea la velocidad de mecanizado, es necesario garantizar la estabilidad de la corriente tanto como sea posible (el componente armónico actual de la salida del bucle de corriente es pequeño ), y no fluctúan demasiado. La velocidad de respuesta actual es rápida. Solo la estabilidad de la corriente puede garantizar la estabilidad del par y, finalmente, se puede garantizar el efecto de mecanizado final. Además, debido al ciclo de procesamiento de alta velocidad, el bucle actual también soporta la detección detallada de la anomalía de control. El lazo de corriente como el lazo más interno debe satisfacer el período de respuesta más alto que el lazo de velocidad y el lazo de posición, de modo que se pueda realizar un control preciso en tiempo real debido al cambio de la velocidad de rotación. La frecuencia de CA, es decir, puede mantenerse al día con el procesamiento de comandos enviado por el bucle de velocidad y responder a tiempo.
Solución de torno inclinado
2)Bucle de velocidad
El lazo de velocidad asegura que la velocidad del motor sea consistente con el valor del comando, eliminando la influencia de la perturbación del par de carga y otros factores en la velocidad del motor. El comando de velocidad se compara con la velocidad real del motor de la retroalimentación. La diferencia es generada directamente por el regulador de velocidad para generar la corriente de comando del eje q para controlar la aceleración, desaceleración o velocidad uniforme del motor, de modo que la velocidad real del motor sea consistente con el valor del comando.
El lazo de velocidad es el enlace intermedio entre el lazo actual y el lazo de posición. El aumento razonable del lazo de velocidad es el núcleo de toda la puesta en marcha del servo. El bucle de velocidad utiliza todo el bucle actual como objeto controlado. El par es el producto de la velocidad y la inercia. Para garantizar la estabilidad del par, la velocidad y una relación de inercia de carga razonable son fundamentales. Por lo tanto, el papel del bucle de velocidad es garantizar la estabilidad de la velocidad. La relación entre la velocidad y la inercia de la carga afecta directamente a la estabilidad del bucle de corriente. Uno de los parámetros más críticos para el ajuste del servo es la ganancia del lazo de velocidad (Kv).
La ganancia del bucle de velocidad es la diferencia de aumento de la velocidad dada en comparación con la velocidad de retroalimentación. Obviamente, cuanto mayor sea el múltiplo, mayor será la resolución del cambio de velocidad. Cuanto mayor sea la resolución, mayor será la capacidad de discriminar e invertir las fluctuaciones de velocidad (porque la esencia de la retroalimentación negativa es corregir constantemente la diferencia hasta que sea cero), esta capacidad de invertir la velocidad es muy crítica, significa que la anti- capacidad de interferencia de este sistema a la carga externa, cuanto mayor sea la ganancia de velocidad, mayor será la capacidad anti-interferencia del sistema hacia el exterior, mayor será la capacidad de suprimir la fluctuación de velocidad, mejor será la suavidad (sin vibración)) . Por lo tanto, cuanto mayor sea la ganancia del bucle de velocidad, que representa la capacidad precisa de control de velocidad, representa la fuerza de torsión precisa, que representa las mejores características de suavizado de la superficie. Junto con el bucle de posición, representa la mejor capacidad de respuesta de la máquina.

Servoaccionamiento VEICHI
3) Bucle de posición
La tarea fundamental del lazo de posición es permitir que el actuador realice un seguimiento preciso de los comandos de posición, lo que puede generar comandos de velocidad para el motor y posicionar y realizar un seguimiento preciso del motor. Al establecer la posición objetivo en comparación con la posición real en la que se coloca con precisión el motor, la posición del motor se usa para generar el comando de velocidad del motor. Cuando la cantidad dada varía aleatoriamente, el sistema puede rastrear y reproducir la cantidad dada con precisión y precisión. Como puede verse en el diagrama de bloques del sistema de servoaccionamiento, el lazo de posición es el anillo más externo dentro de los tres anillos y es el objeto de ajuste final. Controla todos los objetos, incluidos los bucles de corriente y los bucles de velocidad.
En general, primero se determinan el lazo actual y el lazo de velocidad, y finalmente se determina el lazo de posición. Por lo tanto, después del comando de posición después de la interpolación, el bucle de posición es el determinante final más importante para garantizar que el resultado del mecanizado cumpla con los requisitos. Para evaluar el rendimiento de procesamiento de una máquina herramienta, principalmente en el acabado superficial y la precisión del contorno de las piezas mecanizadas, y la precisión del contorno está determinada por el bucle de posición desde el punto de vista del sistema. Una vez que se asegura el comando de entrada del bucle de posición, la diferencia se amplifica con la posición de retroalimentación devuelta por la retroalimentación y se obtiene el error de posición. Obviamente, de forma similar a la ganancia del bucle de velocidad, la ganancia del bucle de posición describe la capacidad de resolver con precisión los cambios de posición. Su función es describir la precisión estática y el rendimiento de seguimiento dinámico del sistema. Cuanto mayor sea el ajuste de KP del beneficio del bucle de posición, mayor será la capacidad de discriminación y la capacidad de torsión del cambio de posición, la histéresis mecánica mejorará en gran medida y el rendimiento de seguimiento dinámico será más fuerte. Con la alta respuesta del lazo de velocidad, finalmente se mejora la precisión de posicionamiento.
El desarrollo del servosistema ha pasado por varias etapas
A principios de la década de 1960, la máquina herramienta de control numérico utilizaba un servosistema hidráulico. En comparación con el motor de CC convencional en ese momento, el líquido y el servosistema tenían un tiempo de respuesta corto, y el servocomponente que producía el mismo par tenía una forma exterior pequeña. Sin embargo, el servosistema hidráulico tiene las desventajas de una gran generación de calor, baja eficiencia, contaminación ambiental y mantenimiento inconveniente.
A mediados de la década de 1960, el sistema de bucle abierto que constaba de un motor paso a paso tipo servo de pequeña potencia y un amplificador de par hidráulico alguna vez se usó ampliamente en las máquinas herramienta CNC. El más representativo de ellos es el servomotor de impulsos electrohidráulico de la empresa japonesa. Sin embargo, debido a la complejidad de la estructura del sistema y la poca confiabilidad.
Programa de torneado y fresado CNC
A fines de la década de 1960, los motores de CC de pequeña inercia se usaban ampliamente en las máquinas herramienta CNC. El motor de CC de pequeña inercia hace que la estructura del motor sea más complicada debido a la adición de la transmisión de engranajes intermedios, que es propensa al desgaste, aumenta el espacio de transmisión y afecta la precisión de la transmisión.
En la década de 1970, la empresa estadounidense GETTYS desarrolló por primera vez un motor de CC de gran inercia, que generalmente se conoce como motor de CC de gran velocidad. Tiene un amplio rango de velocidad y se puede conectar directamente al tornillo de avance. Simplifica enormemente la adaptación a la inercia de las piezas móviles de avance de la máquina. Desde la década de 1970, los motores de CC de gran inercia se han utilizado ampliamente en varios tipos de máquinas herramienta CNC y han logrado buenos resultados.

CNC machine tools
Since the 1980s, with the development of large-scale integrated circuits, power electronics, computer control technology, especially the computer to make a major breakthrough in the vector control technology of the magnetic field of AC motors, people have been trying to replace DC with AC motors for a long time. The idea of motor application in speed regulation and servo control is realized. The AC servo system retains almost all the advantages of the DC system, and has excellent technical characteristics such as wide speed regulation range, high speed accuracy and good dynamic response characteristics, and inherits many excellent performances inherent in the AC motor itself.
In recent years, many processing equipments using linear motor feed servo systems have appeared internationally. At the 1993 Hanover Europe Machine Tool Fair, Germany exhibited the world's first linear machining center with a linear motor, which kicked off the linear motor servo system. Linear servo is the ideal driving mode for high-speed and high-precision CNC machine tools. It will be a prominent feature of the next generation of CNC machine tools, both in foreign countries and in domestic research and exploration.

CNC machine tools
Requirements for servo feed systems
The servo system is an automatic control system with mechanical parameters (position, speed, acceleration) as the controlled quantity. Its basic requirement is that the output of the system can respond quickly and accurately to changes in the command input. The basic requirements for the servo system are:
1) Good stability means that the system can reach a new or return to the original equilibrium state after a short adjustment process under the given input or external disturbance.
2) The accuracy of a servo system is the accuracy with which the output can follow the input. As a precision machined CNC machine tool, the required positioning accuracy or contour machining accuracy is usually separated.
3) Good response is one of the indicators of the dynamic quality of the servo system, that is, the response of the tracking command signal is required to be fast, and the transition process time is required to be short, generally required to be within 200 milliseconds or even less than several tens of milliseconds; On the other hand, the frontier of the transition process is required to be steep, that is, the rate of increase is large.
4) Sensitivity: the sensitivity of the system to parameter changes is small, that is, the system can be greatly affected by the parameter changes. Immunity: the system should have good resistance to external load interference and high frequency noise.
5) The requirements for the mechanical transmission system; in order to ensure the transmission accuracy and work stability of the CNC machine feed system, when designing the mechanical transmission device, the following requirements are proposed:
(1) Precisión de transmisión y precisión de posicionamiento: la precisión de transmisión y la precisión de posicionamiento del dispositivo de transmisión de alimentación de máquina CNC juegan un papel clave en la precisión de mecanizado de las piezas. Independientemente de la posición del punto, el sistema de control lineal o el sistema de control de contorno, la precisión de transmisión y la precisión de posicionamiento son los principales indicadores para caracterizar el rendimiento de las máquinas herramienta CNC.
(2) La velocidad de respuesta debe ser rápida: el banco de trabajo debe ser capaz de rastrear los comandos con sensibilidad y precisión dentro del rango de velocidad especificado, y realizar un movimiento de un solo paso o continuo sin pérdida o fenómeno de varios pasos durante la operación.
(3) Transmisión sin espacios: el sistema de alimentación generalmente se refiere a la holgura inversa, es decir, el error de zona muerta inversa, que existe en los pares de transmisión de toda la cadena de transmisión, afectando directamente la precisión de mecanizado de la máquina herramienta CNC; por lo tanto, se debe eliminar la holgura del accionamiento y reducir el error de zona muerta inversa.
(4) Buena estabilidad y larga vida útil: la estabilidad es la condición más básica para que el sistema de servoalimentación funcione correctamente, especialmente en el caso de avance a baja velocidad sin arrastrarse y puede adaptarse a los cambios en la carga aplicada sin resonancia. La vida útil del llamado sistema de alimentación se refiere principalmente al período de tiempo durante el cual se mantienen la precisión de transmisión y posicionamiento de la máquina herramienta CNC, y la capacidad de cada componente de transmisión para mantener su precisión de fabricación original.
(5 ) Fácil de usar y mantener: el diseño estructural del sistema de alimentación debe ser fácil de mantener y mantener, minimizando la cantidad de trabajo de mantenimiento para mejorar la utilización de la máquina.
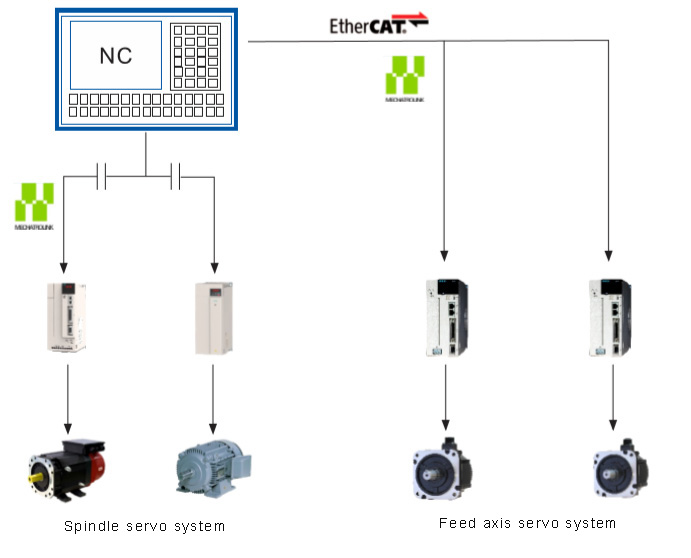
Sistema servo de husillo
Características y requisitos del sistema de accionamiento del husillo del torno CNC:
La función del sistema de control del husillo es impulsar el husillo de acuerdo con los requisitos del programa. En el modo de mecanizado del torno CNC, el husillo impulsa principalmente la pieza de trabajo para que gire y coopera con el eje de servoaccionamiento de avance para completar el movimiento de corte. La precisión y el ajuste de velocidad de la posición del husillo del torno CNC no son tan altos como los del servosistema. Por lo tanto, el motor asíncrono de CA común se utiliza para los actuadores. El costoso servomotor de CA de imanes permanentes rara vez se usa. Generalmente, se utiliza el inversor + motor asíncrono de CA. "El método de control vectorial y detección de velocidad del codificador". Con la mejora continua de la industria, "servoaccionamiento del husillo + servomotor del husillo + codificador externo" se usa cada vez más en la máquina de fresado y composición CNC de cuerpo oblicuo, que puede cumplir con los requisitos generales de mecanizado de piezas de precisión y torneado de roscas, y ajustar Es conveniente y conveniente, y el costo de construcción es relativamente bajo. Es muy utilizado.
Sistema de accionamiento del husillo del torno CNC
El movimiento del husillo del torno CNC es transmitir la fuerza de corte principal, y la energía consumida representa aproximadamente el 60% de la potencia total de la máquina. Por lo tanto, el sistema de transmisión debe tener suficiente potencia, rigidez y suficiente par para mantener suficiente par a bajas velocidades. Los diferentes requisitos de velocidad del husillo de los diferentes procesos de mecanizado, como torneado de roscas, desbaste y acabado, requieren un amplio rango de velocidad del husillo.
El servosistema del husillo también es como el servoaccionamiento de alimentación. Tiene tres anillos, pero los requisitos de precisión y respuesta no son tan altos como los requisitos del servo de alimentación. Generalmente, el servomotor del husillo está equipado con codificadores fotoeléctricos incrementales 2500. El fabricante se está adaptando a un transformador rotativo como componente de retroalimentación en respuesta a un campo de vibración relativamente grande.
Sistema de accionamiento del husillo del torno CNC
Hay 3 formas de accionar mecánicamente el husillo del torno CNC
(1) Cambio de velocidad continuo segmentado. El motor del husillo impulsa el husillo para que gire a través de la transmisión de engranajes finitos. Este modo de transmisión es adecuado para grandes máquinas herramienta CNC, especialmente para corte potente.
(2) Cambio de transmisión por correa. El motor del husillo impulsa la rotación del husillo a través del modo de transmisión de correa síncrona. Este modo de transmisión es adecuado para máquinas herramienta CNC pequeñas y medianas, especialmente para ocasiones con altos requisitos de resistencia a la vibración;
(3) El motor se acciona directamente. El motor del husillo impulsa directamente la rotación del husillo a través del acoplamiento o utiliza directamente el husillo eléctrico. Este método de transmisión es adecuado para pequeñas máquinas herramienta CNC, especialmente para mecanizado de alta precisión.
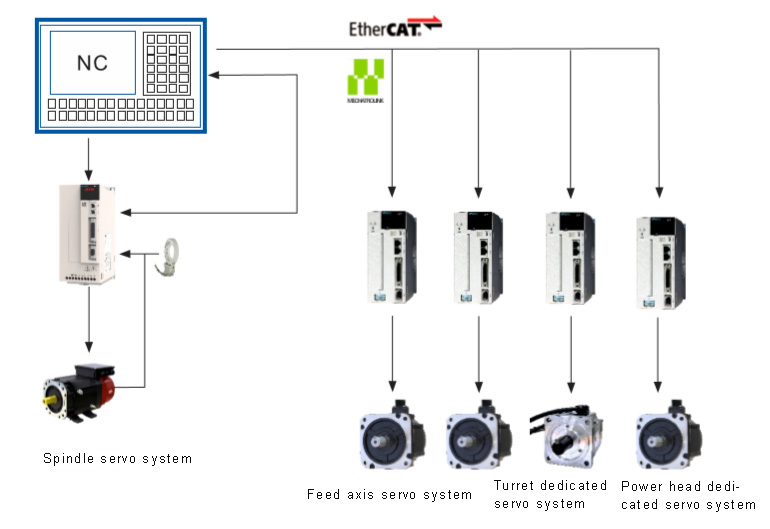
El servosistema de las máquinas herramienta CNC es uno de los sistemas clave para el movimiento del eje de la máquina, incluido el movimiento de avance, el movimiento del husillo y el control de posición. Su rendimiento tiene una influencia importante en la precisión de posicionamiento repetido, las características de respuesta dinámica de la máquina herramienta CNC y la velocidad máxima de movimiento de rango libre. Al mismo tiempo, el desarrollo del servosistema ha tenido un impacto inestimable en el desarrollo de las máquinas herramienta CNC.
 Dejar un mensaje
Dejar un mensaje