 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtNacido para mejorar la eficiencia de posicionamiento del husillo de máquina herramienta - AC200-CS
Descripción general
Desde el anuncio del inversor de frecuencia de propósito general VEICHI AC200, ha mejorado en gran medida la eficiencia del sistema de accionamiento para nuestros clientes con su excelente rendimiento y excelente confiabilidad. Sobre la base del control vectorial de bucle cerrado de alto rendimiento de AC200, VEICHI AC200-CS integra tecnología de posicionamiento de alta precisión, integrando control de velocidad, control de posición y control de par en un todo orgánico, y logra un servocontrol de bucle cerrado de motor de husillo. Como el principal sistema de accionamiento de la máquina herramienta, el servoaccionamiento del husillo AC200-CS puede lograr fresado, torneado, rectificado y otros procesos de alta precisión, brindando a los clientes una gran variedad de soluciones eficientes de procesamiento de máquinas herramienta.

VEICHI AC200
Programa del sistema
En este artículo, presentamos principalmente la aplicación del servoaccionamiento del husillo AC200-CS en el husillo del torno. Como unidad de accionamiento del husillo, AC200-CS coopera con el comando del sistema CNC, implementando el ajuste y posicionamiento de la velocidad del husillo y completando la operación de roscado rígido.
diagrama de arquitectura del sistema
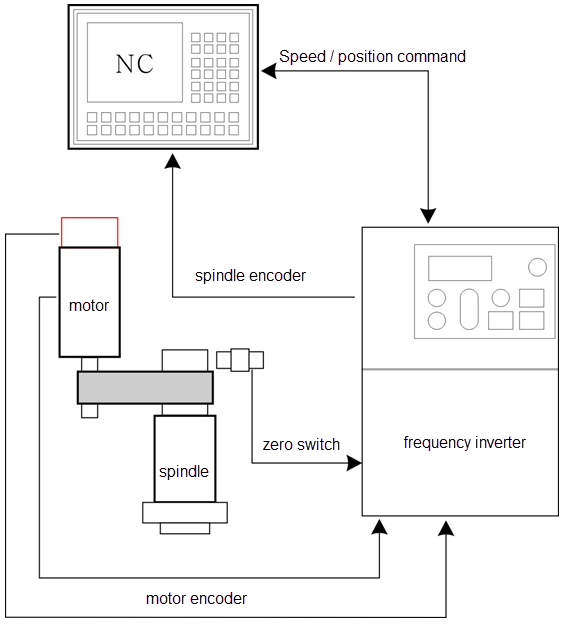
diagrama de arquitectura del sistema
Flujo de procesamiento y pasos de operación
(1) Antes de ejecutar, gire manualmente el husillo, ajuste la posición del husillo a la posición establecida, consulte el parámetro de accionamiento C-40 (ángulo actual del husillo) e ingrese el valor del parámetro en el parámetro F9-37 manualmente.
(2) Ponga en marcha la máquina herramienta, instale el accesorio y bloquee el mandril. Ingrese M03 o M04 (comando de marcha positivo/negativo del husillo), ajuste la velocidad a través de la señal analógica, luego el husillo entra en rotación de alta velocidad y el torneado va a la estación para tornear.
(3) Cuando se completa el proceso de torneado, el sistema CNC da el comando M19 (posicionamiento del husillo), el husillo girará al ángulo establecido.
(4) Cuando la pieza de trabajo gire al ángulo establecido, la máquina CNC dará el comando M29 (roscado rígido); el husillo seguirá el número de pulso dado por la máquina herramienta, hasta que se complete la pieza de trabajo.
(5) Una vez que se completa el procesamiento, el mandril se libera y la máquina herramienta se apaga.
Características del AC200-CS
Actuación
A. rigidez de baja frecuencia:
Puede generar el 180 % del par nominal a 0,5 Hz, lo que garantiza una alta estabilidad y confiabilidad de la pieza de trabajo de la máquina herramienta a baja velocidad. En el estado de servo cero y la condición de la carga nominal, la respuesta más rápida se puede completar en 50 ms y garantizar que el husillo esté siempre en estado detenido.
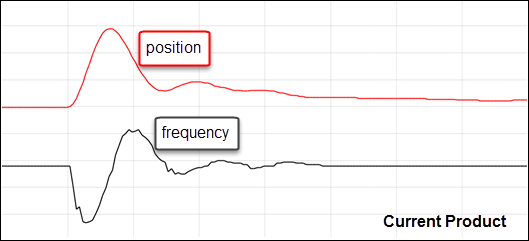
Producto actual
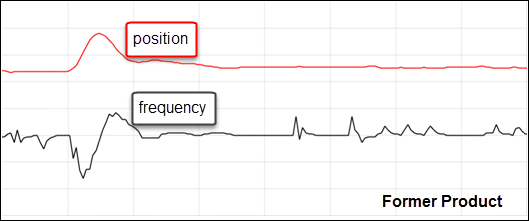
Producto anterior
B. velocidad, actualización de respuesta de posición:
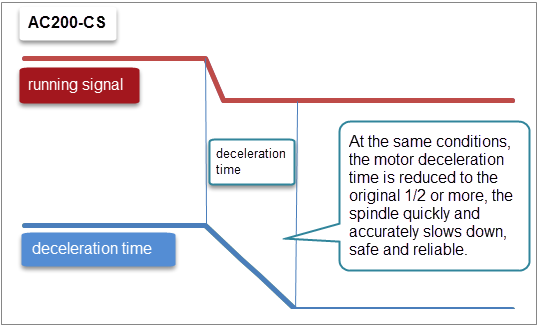
El servoaccionamiento del husillo AC200-CS combina voltaje y amp; supresión de corriente y frenado dinámico, lo que hace que la unidad de accionamiento de la máquina herramienta (husillo) pueda lograr una aceleración y desaceleración rápida y constante, mejorando la eficiencia de producción. En el modo de posición, el ciclo de ajuste de bucle se mejora considerablemente para garantizar que el husillo pueda responder rápidamente a la posición y completar rápidamente el control de posicionamiento.
En las mismas condiciones, el tiempo de desaceleración del motor se reduce al 1/2 original o más, el husillo se ralentiza de forma rápida y precisa, segura y confiable.
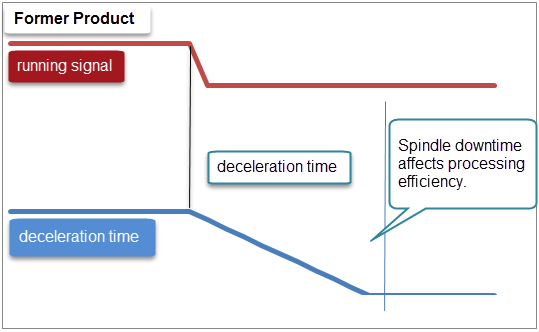
tiempo de desaceleración del producto anterior
Tiempo de desaceleración AC200-CS
C. Gran par de torsión a baja frecuencia, fuerte capacidad de campo magnético débil
Puede cumplir con el mecanizado de precisión del husillo por encima de las 5000 rpm, pero también puede cumplir con el roscado rígido por debajo de las 40 rpm.
Fuerte aplicabilidad
Es aplicable a todo tipo de máquinas herramienta CNC, capaces de accionar fresadoras CNC, tornos CNC, mandrinadoras CNC, rectificadoras CNC, husillos y otros.
Puede adaptar servomotor de husillo de CA, motor de frecuencia variable, motor asíncrono trifásico.
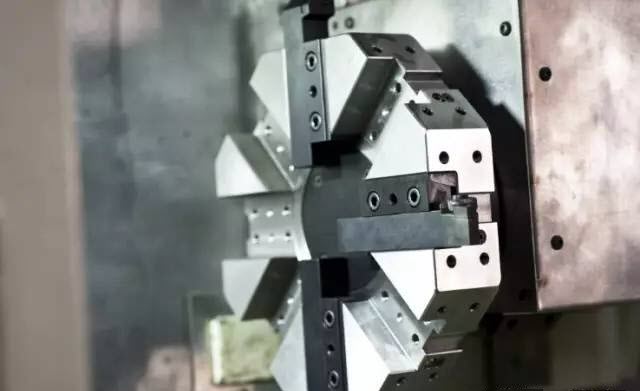
Máquinas herramientas CNC
aplicación característica
Control de indexación cuasi-stop del husillo de 8 segmentos: la precisión de parada precisa del procesamiento de la pieza de trabajo de escariado puede tener una precisión de 0,1 ° o menos en la condición de posicionamiento de multieje continuo, posición angular arbitraria de 360 °, posicionamiento continuo de 8 posiciones.
Tapping rígido: soporte de pulso + dirección, comando de entrada de pulso ortogonal AB, la velocidad máxima de tapping rígido puede alcanzar 5000 rpm, error de tapping dentro de ± 1 pulso.
Posición interna de múltiples segmentos de 4 segmentos: el parámetro de comando de posición interna de cada sección se establece de forma independiente, la posición de uno o varios segmentos se puede posicionar cíclicamente para facilitar al usuario la planificación de la trayectoria del husillo.
Retorno al origen: garantiza el retorno automático al origen establecido después de completar la pieza de trabajo cada vez. El interruptor cero se puede instalar en el lado del husillo, a través de esta función, también se puede lograr una parada de pulso cero externa.
Relación de transmisión electrónica: para lograr una relación de transmisión de correa síncrona (no 1: 1) aplicaciones de procesamiento de máquinas herramienta CNC.
La precisión de las piezas de trabajo de escariado que procesan la parada precisa puede ser de 0,1 ° o menos.

servo del husillo principal








 Dejar un mensaje
Dejar un mensaje