 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtControl de tensión Solución
Control de tensión Solución
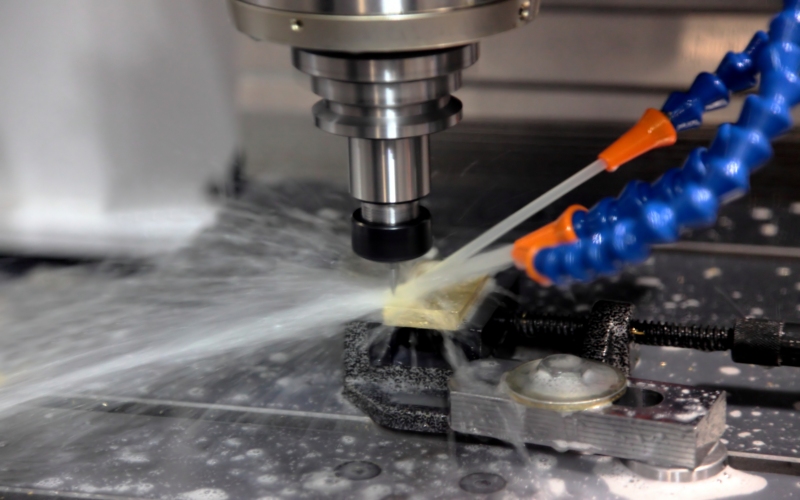
Los impresores y convertidores saben que controlar la tensión en la web es esencial para la calidad del producto. Los trastornos de la tensión de la banda entre, por ejemplo, un rollo de desenrollado y el proceso pueden tener varias causas, incluido el frenado del rollo en funcionamiento, la acción de empalme, la aceleración del nuevo rollo después del empalme y la falta de redondez o el desequilibrio en el rollo.< /p>

Características y Beneficios
Introducción a la industria
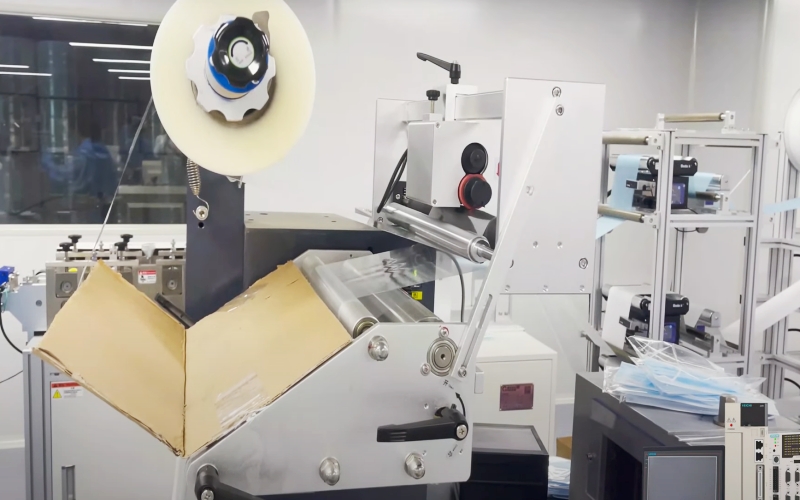
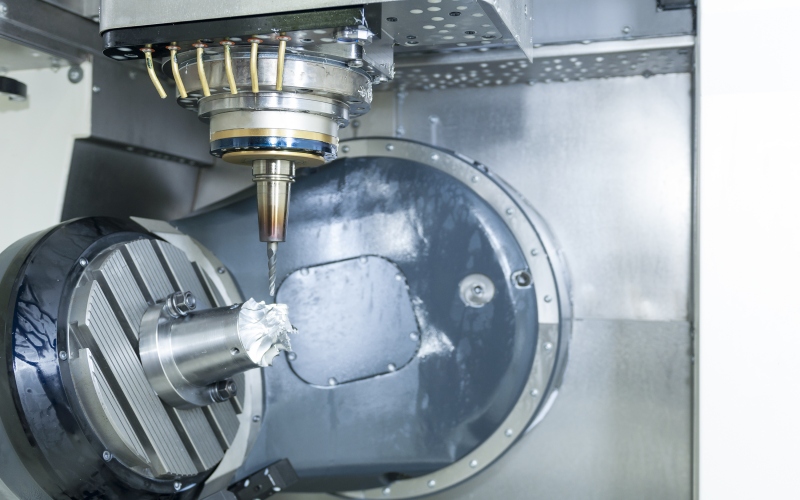
El esquema de control de tensión se utiliza principalmente después de imprimir la etiqueta. Una vez que se imprime la etiqueta, debe pasar por algunos procesos antes de que pueda convertirse en un producto terminado. Las soluciones de control de tensión para procesos como bronceado, troquelado, codificación e inspección se utilizan principalmente en equipos de rollo a rollo. Y en la aplicación real, para lograr diferentes funciones, el equipo se utilizará con diferentes computadoras superiores.

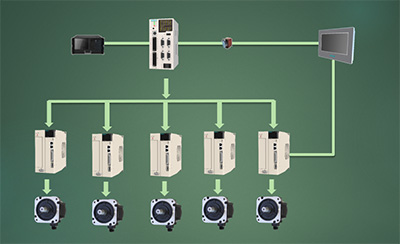
Topología del sistema
Aplicación práctica
1. Máquina de inspección de productos: si está equipada con un sistema de inspección visual para convertirse en una máquina de inspección de productos, su función principal es inspeccionar la calidad de impresión de etiquetas, calidad de troquelado, etc. Si se encuentra una etiqueta defectuosa, debe detenerse para su procesamiento.
2. Impresora de inyección de tinta: Se convierte en una impresora de inyección de tinta con un sistema de control de inyección de tinta. Su función principal es rociar información codificada o variable sobre la superficie del material.
3. La máquina cortadora está equipada con una cuchilla cortadora en el equipo para convertirse en una máquina cortadora. La función principal es cortar materiales anchos y de varias filas en materiales estrechos y de varias filas.
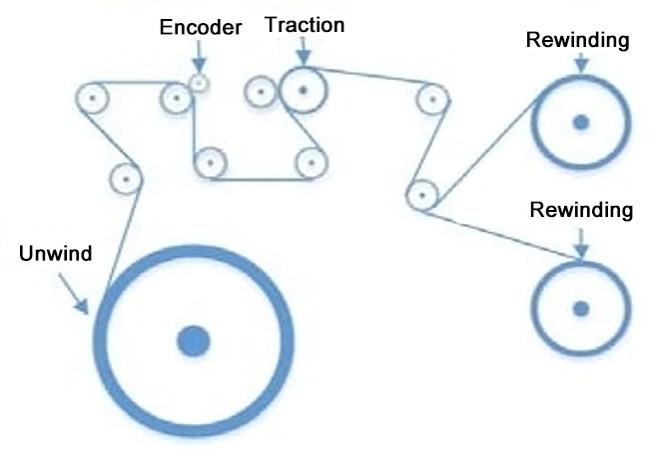
Principio del proceso
1. Cálculo del diámetro del rollo
Después de que el equipo está funcionando, el sistema calcula el diámetro del rollo en tiempo real de bobinado y desenrollado mediante el registro del pulso de retroalimentación del codificador en tiempo real.
2. Cálculo de la tensión
Utilice el diámetro del rollo calculado para ajustar la salida de par del servo desenrollador y desenrollador en tiempo real para lograr el efecto de ajustar la tensión superficial del material.
3. Funciones generales
El sistema también debe tener funciones generales como el conteo de metros, el conteo de hojas y el apagado de la salida.
Puntos destacados del programa
1. El sistema adopta el controlador de movimiento VEICHI V5-MC104, la arquitectura de hardware de CPU dual y la velocidad de procesamiento subyacente es más rápida;
2. Control centralizado de interfaz hombre-máquina, rendimiento estable, fácil de operar y mantener.
3. Soporte de control cónico, tirantez de bobinado ajustable;
4. La conexión entre el controlador V5 y el servo adopta una señal diferencial de alta velocidad, que tiene alta estabilidad y no es susceptible a interferencias. La velocidad de pulso máxima del puerto de pulso diferencial es 3M, lo que puede lograr una precisión de control extremadamente alta.
Solicitud


















 Dejar un mensaje
Dejar un mensaje